When wood meets technology
- Published in Technology
- Be the first to comment!

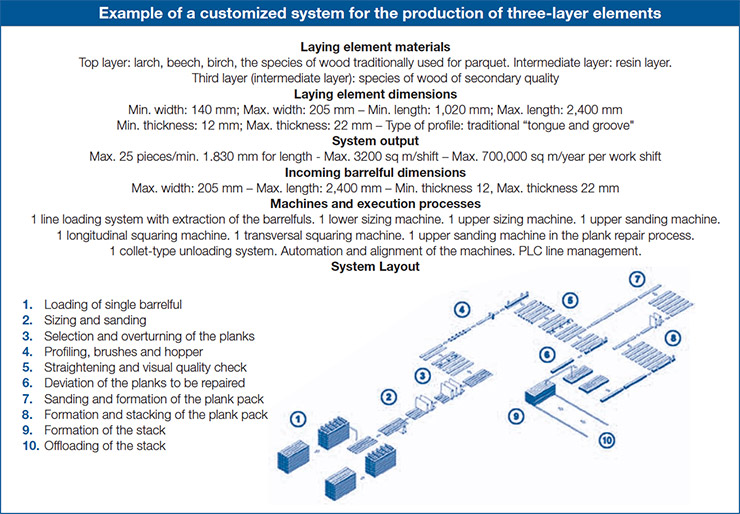
Flexible automation and robots for the production of multilayer parquet elements.
Avisit to the latest edition of the “Xylexpo
2014” Show dedicated to the
woodworking machinery sector last
May at the Rho Trade Fair Grounds in Milan
provided ample demonstration that the
time has come to go beyond rigid, fossilized
processes in the direction of newproductive
structures that have higher flexibility in
mind. The final blow to Traditionalism was
recently given by many companies, especially
those based in Asia who have made
Just in time programming their winning
card. The market has changed radically
again, even in just the last fewyears, and the
merciless competition fromcompanies producers
in the developing world has obliged
many parquet producers to choose systems
that are capable of providing rapid response
to variations in client demands.
Reducing times and costs seem to be
the factors to bear in mind in the
newtechnological processes, and
multilayer parquet (erroneously
often referred to as pre-finished)
is not excepted from
these new commercial dictates,
and for this reason products
now tend to be completed
only at the moment of
shipment to the client.
The advantages derived
are excellent because reduced stock levels require lower capital investment.
This latest edition of the XylexpoShowalso
demonstrated thatmostwoodworking
systems and machines have been
computerized by nowand computers permit
the management with rapid flexibility of
more economical production lots controlled
by programs with such simple instructions
that they can be programmed by anyone
with a minimum amount of training.
The robotizing of certain processing phases
bywork centers and logistic systems has also
rendered processes for both solid single-layer
andmulti-layer parquetmuchmore flexible
and economical. Robots are mechanisms
that repeat a number of elementary operations
and therefore raise output. Their
widespread use has played a key role in increasing
industrial automation.
The Cartesian, hybrid, and anthropomorphic
robots presented at Xylexpo 2014 by many
Italian and international companies vaunt a
reliability that has by now been guaranteed
by international regulations. The “automatic
factory” is already on the horizon in the
foreseeable future, and nowmany companies
even in the Orient can offer CIM (Computer
Integrated Manufacturing).
The advantages of automatic cutting-off machines
The multi-layer parquet adventure begins
with the planning and cutting-off of the solidwood
performed on high-quality systems
appropriate to every productive need. Automatic
cutting-offmachines comewith optimizers
that reduce scrap to aminimum, and
companies with high productions use excellent
cutting-off lines with ideal optimizers
that are quick and easy to use (less than
0.002 seconds for all cutting calculations).
The conveyor reaches elevated speedswith
extremely rapid accelerations and cutting
times, while the possibility to obtain different
sizes by means of a simple selector
suits the cutting-off machines to any need
the client may have. There are also cuttingoff
machines at the technological vanguard
for optimized cuts with translation rollers
suited to every size (unworked or deformed) with advance speeds of up to 240 m/min. and width/length readers that provide a
summary of the volumes cut.
The choice of the cutting-off machine depends
on the maximum section of the solid
wood to be cut. Automatic lines require no
specialized operators and offer constant
output, whereas optimized lines ensure
higher efficiency (less scrap and higher productivity)
than automatic
lines.
Cutting-off machines
with optimizers are
commonly used to
eliminate waste and
accelerate the cutting
of the more valuable
species of woods, but
their exceptionally
high speed and output
permit their use also
with types of wood of
lesser value.
Defects are displayed
either by automatic
scanners or by lasers
maneuvered by the
operator, and can by
driven by roller, by
belt, and by pusher
bar. Disks of 550 mm
diameter can be used
for cut-offs on solid
wood up to 800 mm
wide and 25mmthick.
For productive cutting
Lathsor fingers formultilayer
parquet can be
cut by disk or by blade
on multi-blade sawing
machines, whereas the
topandbottomsurfaces
of the lath are already
suited for immediate
gluing.The cuttingunit
has centralized electronic
control that ensuresperfect
cuttingprecisionwith
aminimum
amount of play (0.1
mm) andfeedspeeds of
up to 20m/min.
The use of hacksaw
blades provides higher
output (20%) than
traditional processes,
and even permits the cutting of laths from
moist wood that is required when two or
three layersmust be glued togetherwith high
frequency.
The laths and boards for parquet to be cut
with boxed blades can be obtained from
boards that have been cut-off andworked on
three surfaces (using a lateral or central
ruler) or on four sides (with guides in the raceways. Both laths and the smaller boards
can be sizedwith tool-holders positioned at
the end of the cuttingmodulewith up to 0.05
mm precision. Wood laths can be cut to a
minimum3mmthickness using 1.1mmtools
in satellite (a cobalt-chromiumalloy) for significant
increases in productivity.
Whereas bladed cutting unit feed speeds can
reach 2 m/min., disk cutters can reach 36
m/min. with 1.2 mm thickness and the
possibility to have a lower engraver of just
1.1 mm. This results in a 20% higher output
in the production of multilayer parquet,
and the machine tools used by now all possess
planing work centers capable of sizing
the boards on all four sides with the possibility
to obviously insert unworked smaller
boards in the line.
The lath technique
Automated processes are capable of beginning
theworking of the solidwood board by
planing it and transforming it into laths, and
then pairing, pressing, and drying them
continuously. The boards are dried in vacuum
cells with or without heating plates.
The former technology is used in cylindrical
vacuumcells in which the vacuumnot only
dries but also applies 10 ton sqmpressure on
the solidwood boards for further advantages
to the quality and speed of the process.
The processwithout heating plates is adopted
both in cylindrical cells and parallelepiped
cells with continuous or discontinuous vacuumandwith
hot air ventilation; this system
is best suited to making stacks of strips of
wood. The market offers vertical saws designed
for the top layer ofmultilayer parquet
that can be inserted in production lines
composed of a lath loading area (with obligatory
identical width, whereas the length
may be variable), followed by composition
and subsequent gluing areas. In the final step,
an assembly and drying area provides one
single and continuous plank from which
compositions of plank of equal size can be obtained
fromlaths in two, three, or four rows
as required by themodel ofmachine utilized.
The newlines for the gluing of the single layers
of themulti-layer element to be laid in two
or three layers utilize polyurethane adhesives
spread at 120/140 °C or vinyl-based adhesives
(70-80 °C) in order to assembly solid and
not invulnerable to environmental deformation.
The adhesive is applied in molten
form on the layers to be pressed together,
while the production of the three-layer element
can also usemelaminic adhesive due to
its better resistance to chemicals and water.
The bonded layers consist of obviously the
noble wood top layer (3 - 6 mm thickness)
and the other two or three layers of less noblewood
species or strips of plywood (from
5 - 10 mm thickness). The adhesive between
the solid wood multilayer element’s
layers can be made to dry quickly using a
high-frequency system by adjusting the
power in successive stages (12 positions) and
with ceramic triodes.
Not only the finish
Mostworthy of note among the profilingmachines
and squaring machines that have by
now become totally automated are those
(whetherwith traditional tongue-and-groove
or on-edge snap fit)with 110mmtool-holder
shaft length and feed speeds of up to 70
m/min. suited for the production of parquet
with variable width of from 65 to 400 mm
and lengths of up to 4m. There are also combined
planing-sanding units that permit
the dead times that usually occur between
these traditional processing phases to be
eliminated. As regards parquet logistic
equipment, various automatic feeders, loaders,
and unloaders capable of forms packs of
strips for subsequent working could be admired
at Xylexpo 2014.
The alternative to varnish that consists in the
heated coating of the multilayer laying element
surfaces in just one single passage performed
continuously eliminates a number of
stages in the traditional process (puttying,
sanding, application of the primer and sand ing), thereby shortening finishing times
enormously.Many products by nowhave elevated
UV radiation stability, excellent impact
strength, optimumhardness, and good
chemical resistance. These products are applied
liquid using a pre-heater and then solidify
at roomtemperature. These short narrowstrips
require three or four days of storage
before they can be profiled, however.
The world of varnish
For those who use traditional processes,
water-based varnishes – the only ones with
respect for the environment
– have been
available in themarket
for quite some time
now, even if they have
often been overshadowed
by solvent-based
products that are easier
to sell. Painting systems
are designed on
the basis of the type of
paint and finish desired
by parquet producerswhile
also bearing
in mind the possibility
for light or heavy
staining.
Despite the fact that
application and drying
systems and cycles
vary widely, there are
also versatile polyvalent
machines capable
of being quickly and
easily set up for the
desired type of finish.
One multilayer parquet
element varnishing
process that is being
adopted all around
theworld utilizes three
coats of primer applied
by roller, each of
10 g/sq m thickness.
The process consists
of an intermediate
semi-polymerization,
a final polymerization
with a subsequent intermediate
sanding
followed by two finishing
coats applied
by roller of 10 g/sq m
each,with an intermediate
semi-polymerization
and a final UV
polymerization. The
system can have minimumwidths
of 30 cm.
and the machines used include: lacquering
machinewith standard rollers (providedwith
applicator roller and dosing roller with
three separate commands that permit the
dosing roller to rotate in opposite direction
whenever minimum applications are required),
UV-module driers (that polymerize
varnishing products in just a fewseconds, to
which photoinitiators are added) and intermediate
sanding machines (used to
smoothen the surface with primer and prepare
it for the application of the finish).
The technology behind UV paint products permits elevated output and permit the use
of minimumweight formats with noteworthy
savings of material.
Paint and varnish producers have by now
specialized and diversified their products by
type of finish and by cycle. This means that
acrylic- and UV polyester-base primers and
finish coats formulated for extremely short
cycleswith high abrasion resistance and excellent
adherence and elasticity can now be
found in the market.

Conclusions
The productive process future, which will
most likely be based on automatic fabrication
with CAM(ComputerAidedManufacturing)
and CIM (Computer Integrated Manufacturing)
management keeps getting closer and
closer. It is also an accepted fact that robotizing
certain processing phases, innovative
work centers and logistic systems combined
with more and more flexible and personalized
productive cycles and processes will
provide considerable advantages in both productive
(shorter and shorter fabrication
timeswith higher and higher output and efficiency)
and economic (lower overheads and
rationalized resources) terms, in addition to
greater abundance of the offer. In my opinion,
all this should not lead to standardization
but rather the contrary: the objective and
real possibility of access tomore innovative
single devices, machines and production
lines should stimulate entrepreneurs to improve
the quality of their products.
Even if they are elementary in form, the above
is always the result of a specific project that
through a precise and analytical technical-productive
procedure that permits the discovery
of personalized solutions by involving the
company first and foremost of all. These are
the forms of personalization that characterizemultilayer
parquet andwood flooring elements
thanks to the quality of the tools,
equipment, machines, systems, and lines
that permit the fabrication ofmillions andmillions
of laths, boards, planks, and maxiplanks
for every taste, every day.